

- 重點講述了一些手工無鉛焊接的實際問題方案
- 使用無鉛合金制成的溶槽需要經常進行清潔保養來盡量保持使用周期
- 改善焊咀鍍層的厚度
隨著電子產品不斷的趨向環保化,”無鉛焊接”這個議題已經在過去的10年被慢慢的重視起來。相對于不厭其煩地重復討論無鉛焊接的理論、優點及缺點,我們會在這里提供一些針對手工無鉛焊接的實際問題方案。
(1)無鉛焊錫與傳統有鉛焊錫有何差別?
無鉛焊錫內不含鉛,且溶點比傳統(63%錫+37%鉛)焊錫高。常用的無鉛焊錫:
- Sn-Ag (錫+銀, 96-98%錫)
- Sn-Cu (錫+銅, 96%錫)
- Sn-Ag-Cu (錫+銀+銅, 93-96%錫)
- Sn-Ag-Bi (錫+銀+鉍, 90.5-94%錫)
- Sn-Ag-Bi-Cu (錫+銀+鉍+銅, 90-94%錫)
- 63/37有鉛焊錫溶點為183℃,凝固點同樣為183℃。注:此焊錫不會出現膠態[從液態冷卻到固態(或相反)的溫度點相同]。
- 60/40有鉛焊錫溶點為191℃,凝固點為183℃。注:此焊錫有8℃范圍形成膠態[從液態冷卻到固態(或相反)所需的溫度范圍]。
- 無鉛焊錫溶點范圍從217℃到226℃。
以下是一些進行無鉛焊接時所遇到的問題:
i. 高溫焊接會破壞一些電子組件,包括塑料連接器、繼電器、發光二極管、電解電容及多層陶瓷電容
ii. 高溫會使電路板彎曲,導致多層陶瓷電容損毀(常見損壞情況)
iii. 高溫焊接會對組件造成熱沖擊
iv. 高溫會使塑料組件溶解或變形
v. 高溫焊接會加速氧化,影響焊錫的擴散性及潤濕性
vi. 有需要使用活性較高(腐蝕性強)的助焊劑
vii. 要提供較多熱量及焊接較長時間才可以達到理想的焊接效果
viii. 容易產生錫橋及虛焊,且不易修正
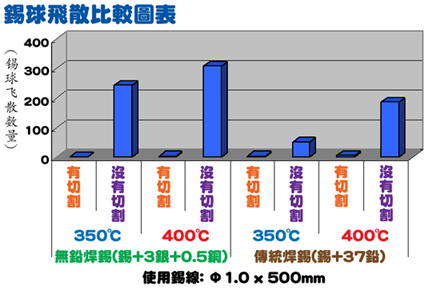
ix. 容易產生錫球及助焊劑飛散
x. 縮短焊咀壽命
xi. 焊點顏色會較暗淡
xii. 操作人員會感到不適應,憂慮是否需要改變焊接模式
防止對組件造成熱沖擊
- ? 保持以往傳統焊錫所使用的溫度來焊接
- ? 嚴格控制焊咀溫度
- ? 使用高熱回復性的焊臺
- ? 使用大功率的焊臺
- ? 配合焊點大少的同時,應盡量選擇較大的焊咀進行焊接,因焊咀越大,設定溫度可以越低,熱量流失越少
提供特別培訓給操作人員是不必要的,但當他們進行無鉛焊接之前,必須要清楚了解以下幾項事情:
進行無鉛焊接時,焊咀必須要經常保持清潔,原因是相比起63/37或60/40之傳統焊錫,無鉛焊錫是不能夠容忍雜質污染的。
操作人員必須愿意接受焊接模式的改變,他們需要經常清潔焊咀,而且要知道焊接時間會較使用63/37或60/40焊錫為長。
重要事項:
雖然無鉛焊錫的溶點較高,但這并不代表必須要使用較高的溫度來進行焊接。請參考問題3。
(3)由于無鉛焊錫的溶點較高,我們是否有必要提高白光焊臺的焊接溫度呢?
不一定需要的。提高焊接溫度有可能會造成焊接困難,因為高溫會加速氧化,影響溶錫的擴散性及潤濕性。雖然使用某些助焊劑可以有效改善焊接效果,但是會對環境造成一定的污染,我們還是應該偏向保護環境,使用”免清洗”助焊劑的。
大多數”免清洗”助焊劑的活動時間都是很短暫的,在焊接過程中會很快進入活動期,而焊接完畢留下的殘渣不帶腐蝕性。但進行無鉛焊接需要較長的時間,所以在還未能完全促進溶錫的擴散性及潤濕性前,”免清洗”助焊劑可能已經結束他的活動期了。
最好的解決方法是使用高熱回復性的焊臺來進行無鉛焊接。這樣可以避免大幅提高焊接溫度的需要。
(4)應該如何拆除無鉛焊錫?
要拆除無鉛焊錫并沒有甚么特別的要求。相比起拆除傳統焊錫,拆除無鉛焊錫只不過是需要較長的除錫時間而已。
拆除無鉛焊錫時,應該使用跟以往拆除傳統焊錫時的溫度一樣,不一定要提高,因為高溫會加速氧化,縮短吸咀壽命。
當使用真空吸錫鎗時,不單只吸咀與發熱芯需要保持穩定的溫度,且過濾管入口同樣需要有足夠的溫度才可以避免發生焊錫堵塞的情況。白光FM-2024吸錫鎗便能夠有效避免此問題的發生。
[page]
(5)白光FM-204吸錫鎗是否適用于拆除無鉛焊錫?
N1吸咀 傳統吸咀
正確,FM-204吸錫鎗絕對適用于拆除無鉛焊錫。FM-204所使用的N1系列吸咀特別針對處理無鉛焊錫而設計。N1系列吸咀咀身較短,吸入管內徑較闊,可增加吸入量及減少堵塞現象。
請緊記不單只吸咀與發熱芯需要保持穩定的溫度,且過濾管入口同樣需要有足夠的溫度才可以避免發生焊錫堵塞的情況。
(6)應該如何使用白光FM-204吸錫鎗?
選擇合適的吸咀使焊點上的焊料可以回流1-2秒。
把吸咀套在組件腳上并加熱焊點(這時輕輕的擺動吸咀讓熱量可以平均傳送到整個焊點)。
當焊料開始回流(約1-2秒)便按下FM-204的板機吸錫,焊料會立即被吸入過濾管內。當過濾管被焊料填滿,可拆下棄置,并更換新的。
(7)使用氮氣可以幫助手工無鉛焊接嗎?
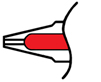
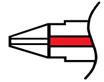
可以。白光焊臺有提供配合氮氣運作的焊鐵型號,氮氣會從焊咀前端吹出送到焊接處。由于氣壓關系,所以氮氣會把氧氣從焊接處排開,形成隔離區。這樣可以有效促進隔離區內溶錫的擴散性及潤濕性,焊點亦會因此而變得光澤。理論上,如果在焊接時有充足且穩定的氮氣提供,便可以有效阻隔氧氣,防止氧化。
此外,從焊咀前端吹出的熱氮氣對焊接組件及焊接處也有預熱的作用。
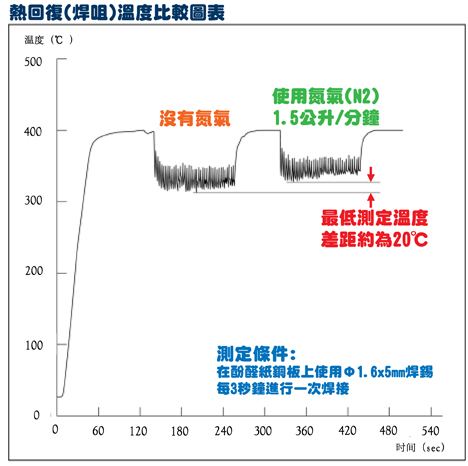
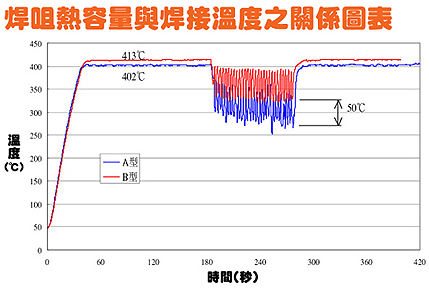
下圖表示當焊咀前端吹出氮氣和沒有使用氮氣時,焊咀溫度變化的比較。由此可以證明在使用熱氮氣的情況下,如果要把焊點提升到相同的溫度,焊咀便能夠設定較低的溫度進行焊接。
由于氮氣引導管是連接在焊鐵內,所以白光氮氣焊鐵的直徑會較大一點。在某些工作上,有可能會影響操作人員的使用習慣,這便需要作出適當的調節。
白光FX-791氮氣流量調節器可配合白光FX-780氮氣生產器、FM-2026氮氣焊鐵及白光焊臺: FX-950、FX-951、FM-203、FM-204一起使用。

白光氮氣焊接組合
使用氮氣焊接的總結:1. 氮氣可以改善潤濕性嗎? 可以,氮氣不單只可以改善潤濕性及擴散性,而且可以防止氧化。
2. 使用氮氣是否符合成本效益? 這需要根據每個焊接工作而定,例如焊接產品的種類、焊接效果的要求、或工場環境的設計等。
[page]
(8)應用無鉛焊接后,為何焊咀壽命會大幅縮短?
現今市場上大多數無鉛焊錫的含錫比例都是很高的,所以我們必須要注意他們對焊咀造成的侵蝕影響。
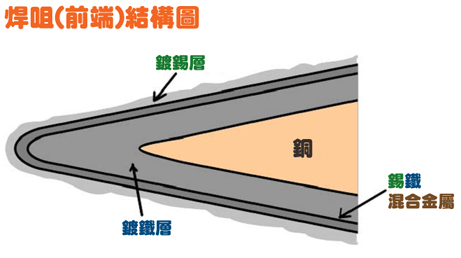
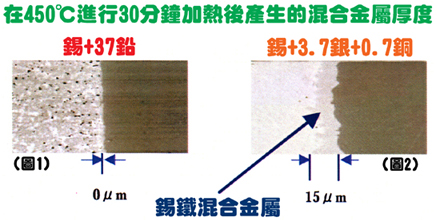
圖1表示當使用63/37傳統焊錫時是近乎不會產生混合金屬的,但當使用錫+3.7銀+0.7銅的無鉛焊錫時便會產生15微米厚度的混合金屬了(圖2)。
混合金屬的產生速度會因應不同的焊接溫度而改變。溫度越高,產生速度越快,特別在400℃或以上的情況下更為明顯。
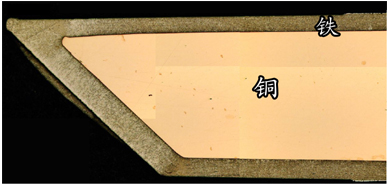
(圖3) 新焊咀橫切面圖

(圖4) 侵蝕焊咀橫切面圖
進行焊接時,錫跟鐵會不斷產生混合反應,而由于所產生的混合金屬會從焊咀鍍層表面剝落,因此焊咀鍍層會逐漸被侵蝕掉,繼而錫會很快速地侵蝕焊咀內的銅,最后會在很短時間內造成焊咀穿洞(圖4)。
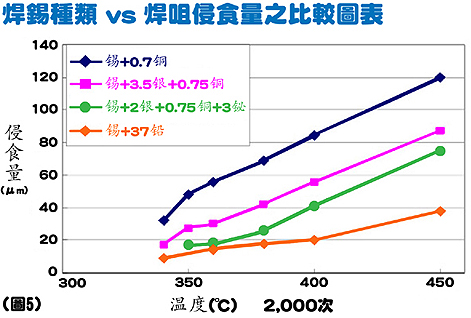
相比起傳統的共晶焊錫(63/37焊錫),在400℃的焊接溫度下,無鉛焊錫 錫+3.5銀+0.7銅 對焊咀的侵蝕速度要快3倍,而 錫+0.7銅更加要快4倍。
除了侵蝕以外,無鉛焊接還會加速焊咀氧化。 (請參考問題16)
[page]
(9)如何延長焊咀壽命?
以下事項可以有效延長焊咀壽命:
i. 盡可能使用低溫焊接 (360℃以下)
ii. 經常以優質潔咀器清潔焊咀 (例如白光599B)
iii. 焊鐵放回焊鐵架前請先把焊咀上錫
iv. 如果焊鐵不使用10分鐘或以上,請關上電源
白光599B潔咀器
使用白光599B潔咀器無需加水,清潔時不會降低焊咀溫度。金屬絲團含有助焊劑,容易清除焊咀表面的氧化物。而且在清潔后,焊咀表面會殘留焊錫,防止焊咀鍍層氧化。(10)白光485電焊系統是否與無鉛兼容?
是的。葉輪及錫槽用特別涂層處理,能抵御高溫熔融錫的侵蝕。
(11)白光96熔錫爐是否與無鉛兼容?
由于無鉛焊錫含錫成份高,白光熔錫爐必須經過特別涂層處理才可延長熔槽壽命,故不建議使用未經特別涂層處理的96熔錫爐于無鉛作業上。
白光FX-301B及FX-300熔錫爐備有特殊涂層熔槽,適合無鉛焊接使用。
FX-301B更加是數碼式控溫熔錫爐,針對常用之無鉛焊錫,預設四種加熱程序,適合不同種類的無鉛焊錫及傳統焊錫使用。

(12)白光FG-100溫度計及FG-101焊鐵測試儀是否適用于無鉛焊錫?
標準的191-211傳感器是含鉛的,所以并不適用于無鉛焊錫。但可以改用191-212傳感器,因為191-212是不含鉛的。

191-212傳感器
白光191-212傳感器的金屬絲沒有鍍錫,感測點是扭曲而非熔焊而成,傳感器的金屬絲不含鉛。
[page](13)使用不同品牌的焊咀進行無鉛焊接時,發現它們的效率和壽命不一,為何白光焊咀較其它品牌耐用和好用?
白光焊咀鍍上較厚之鍍鐵(Fe)層,配合白光焊臺的強大回熱功能,使焊咀更耐用,效率更高。
問題: 以下是兩支不同大小的焊咀,其中一支回熱速度較快,是A型還是B型?

A 型
B 型
答案是B型。由于B型焊咀比A型咀焊粗(銅的部份),所以B型比A型的熱容量也較大和導熱性較快。雖然兩支焊咀形狀一樣(尖端部份),但B型咀身比較粗,焊咀越粗,銅的部份越大,保持溫度穩定的能力也越大。(請參考以下圖表)
(14)何時需要開始生產無鉛產品?
RoHS是歐洲議會頒布的『禁止使用有害物質』指令,禁止在電子電氣設備中使用鉛(Pb)、鎘(Cd)、水銀(Hg)、六價鉻(CrVI)、聚溴聯苯(PBBs)和聚溴二苯醚(PBDEs)等六種有害物質。從2006年7月1日開始,所有進入歐洲的電器/電子產品必須符合該指令。
(15)白光焊咀是否與無鉛兼容?
是的。白光焊咀和吸咀都是鍍上無鉛焊錫
(16)為什么焊咀表面不能上錫?焊咀是否氧化?
- 當焊咀長時間暴露于高溫狀態,會容易產生錫和鐵的金屬間化合物,而且氧化迅速。所以焊鐵不使用10分鐘或以上,請關上電源。

- 焊咀是否沾滿碳化助焊劑 (碳化物及助焊劑殘渣是否黏附著鍍鐵層)?
如果焊咀沾滿碳化助焊劑,焊咀便不能夠溶錫把足夠的熱量傳送到焊點上,因為焊咀是必須要透過溶錫作為媒介傳送熱量的。此外,焊咀鍍鐵層會因為溶錫不足而外露氧化,再加上錫和鐵的金屬間化合物氧化,焊咀便會迅速被損耗。在高溫情況下會容易產生此現象,所以應盡量降低焊咀溫度。
- 不良鍍層所含的雜質會容易產生氧化物,所以應該選擇高質量的焊咀。
(17)進行無鉛焊接有可能需要使用較高溫度及較高活性之助焊劑,但這樣會對焊咀造成很大的損耗。即使焊咀鍍層仍然豐富,但因為表面的氧化或侵蝕情況嚴重而導致不能繼續使用。在這樣的情況下,有甚么方法可以令焊咀重生呢?

白光FT-700焊咀清潔器是可以有效解決以上情況,令焊咀重生的工具。

(18)白光吸煙系統是否可以吸收含鉛煙霧?
沒有此必要。焊接時所產生的煙霧只是助焊劑燃燒時的副產品,鉛在焊接溫度下是不會氣化的。
需要注意的是由于進行無鉛焊接時有可能使用較高活性的助焊劑(但是會加速侵蝕焊咀),因此會產生較多的有害物質煙霧(包括免清洗型助焊劑)。所以白光見意應盡量在空氣流通及使用吸煙儀器的環境下進行焊接。
(19)是否可以使用熱風返修無鉛電路板?
可以的。但請注意返修無鉛合金需要使用較高溫度,高溫會損壞組件的塑料部份或使電路板彎曲變形,引起焊接成品的問題。由于很多組件和材料都不能承受高溫(>260℃),因此了解無鉛合金如 錫+銀 合金、錫+銅 合金的溶點是很重要的。
[page]
(20)為何無鉛焊接會產生很多焊錫和助焊劑飛散的現象?
助焊劑飛散跟它的成份有關系。一般無鉛焊錫都會采用活性很高的助焊劑來改善潤濕性。這類高活性的助焊劑對高溫產生反應,就像在熱鍋里灑冷水的情況一樣,錫線里的助焊劑急速膨脹而導致飛散。一般含松香的助焊劑也會產生飛散,但大部份只會在高溫的情況下才會發生。而并非所有含松香助焊劑都會產生這現象,因每個生產商采用不同的化學配方和活化劑。不論使用那一種助焊劑,一般來說溫度越高,飛散也越多。

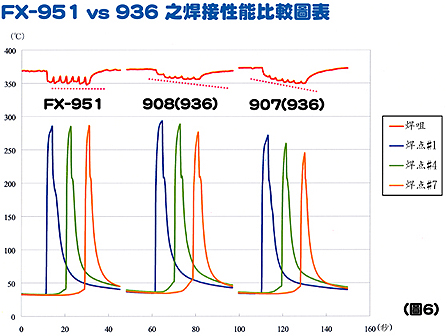
(21)在無鉛焊接的情況下,白光936與FX-951焊臺之功能比較如何?
白光FX-951配置的FM-2025焊鐵采用發熱芯、傳感器復合式焊咀設計。這種復合式設計比較傳統936焊臺配置的907/908焊鐵小巧,而且焊咀回熱速度也大大地得到提升。
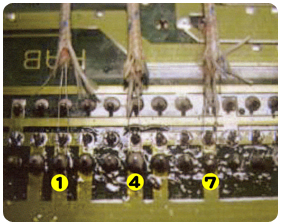
以下是FM-2025(FX-951焊臺)與907及908(936焊臺) 之回熱速度比較。在電路板焊接位置的第 #1、#4、#7 三個焊點裝上溫度傳感器,分別使用FX-951、907及908進行焊接,每3秒焊接一個焊點,連續焊接7個點,然后測試焊咀及焊點的溫度變化。(請參考下圖)
(22)從傳統焊接導入無鉛焊接,在財政方面會帶來怎樣的影響?
生產成本必定會上漲,也有可能會大幅提升。無鉛焊錫價格高昂,比較起傳統焊接,無鉛焊接便屬于高成本生產工業。除了需要改用對應無鉛的電路板外,有可能還需要投資購買對應無鉛的各種各樣設備,如回流焊爐、氮氣系統、氣相系統、波峰焊爐、溶錫爐等…。雖然現今生產工業普遍趨向于積極控制源料采購成本,但事實上,進行環境保護是必須要付出相對的金錢來換取的。
波峰焊接
導入無鉛對波峰焊接的沖擊是最大的。因為 錫+銀+銅 及 錫+銅 合金是現今一般會使用的無鉛焊錫,而由于銅被分解后會殘留在無鉛合金當中,所以使用無鉛合金制成的溶槽便需要經常進行清潔保養來盡量保持使用周期。
錫+鉛 焊錫所產生的混合金屬化合物會浮于溶槽表面,而且容易清潔。但是 錫+銅 焊錫所產生的混合金屬化合物卻會沈積并散布于溶槽內,影響波峰質素。此外,溶槽的壽命周期也會因為銅的分解物質而大大降低。如果工場生產線主要屬于波峰焊接類型,那么更換溶槽的經常性開支便會大大提高。
由此可見,隨著無鉛工藝的不繼增加,越來越多的含銅物料會被使用,結果也會帶來越來越多的銅質分解物黏附在溶槽內,加速損耗溶槽。
另外,因為需要使用較高的溫度來進行無鉛焊接,所以在能源消耗方面也會有所增加。有些工場可能會在能源消耗的開支上增加約25%。
手工焊接
無鉛工藝也會增加手工焊接的生產成本。在之前的第2、8、9和13的問題中已解釋了為何在導入無鉛焊接后,焊咀的使用壽命會大幅減少。
白光在針對此問題的方案下,改善了焊咀鍍層的厚度,配合白光焊臺強大的回熱功能,作業者可以盡量使用較低的溫度來進行無鉛焊接。這樣便能夠有效減少焊咀的損耗,延長焊咀壽命。必須注意的是進行無鉛焊接時,焊咀的壽命肯定比較進行傳統有鉛焊接的差很多。
在日常的焊接工作中,作業者可以通過經常清潔焊咀的方法來保護焊咀,延長焊咀壽命,減低生產成本。然而,這亦是只有作業者才可以控制的。



