

- 無鉛焊接的趨勢
- 無鉛焊料
- 無鉛焊接工具
- 由一些合金混合物來替代原有的鉛
- 焊接過程越短,焊接質量就越為可靠
日本在2004年禁止生產或銷售使用有鉛材料焊接的電子生產設備。歐美在2006年禁止生產或銷售使用有鉛材料焊接的電子生產設備。采用無鉛焊接已是大勢所趨,國內一些大型電子加工企業,更會加速推進中國無鉛焊接的發展。
摩托羅拉先進技術中心主任IwonaTurnik博士在IPC主辦的Works99會議發表的市場調查報告中表明:
1.20%的消費者在購買時會主動考慮環境問題。
2.45%的消費者購買動機是因為產品對環境安全。
3.50%的消費者更換品牌是因為發現它對環境有害。
4.76%的消費者將在價格和質量相當的情況下首先選擇環保產品。
例如,日本所有的大型消費類電子產品公司都在大量生產無鉛電子產品,推銷時使用“綠色產品”作為競爭賣點,特別是消費類電子市場。松下1998年推出了無鉛微型CD播放機,包裝上用了一片綠色的樹葉,作為環保安全標志,市場份額增長顯著:從4.7%增長到15%。
汽車行業將是“無鉛”趨勢的主要動力。汽車“無鉛”化不僅對環保有益,而且無鉛焊接也改善了焊點的耐溫特性。大部分汽車電子部件都被安裝在發動機室,因此要承受更高的工作溫度(高達攝氏150度)和更劇烈的溫度變化。競爭的壓力以及擔心被排擠出國際大市場的雙重考慮,使全球大部分主要電子生產廠家開始為無鉛產品做準備。
信息產業部經濟運行司高振杰處長介紹,醞釀兩年之久的《電子信息產品污染防治管理辦法》有望在年內出臺。
管理辦法(初稿)規定電子信息產品的設計應當考慮其對環境和人類健康的影響,應選擇無毒、無害、易于降解和便于回收利用的方案。生產者應當采取措施逐步減少并淘汰電子信息產品中鉛、汞、鎘、六價鉻、聚合溴化聯苯(PBB)、聚合溴化聯苯乙醚(PBDE)及其它有毒有害物質的含量。歐盟公布的《關于在電子電氣產品設備中禁止使用某些有害物質指令》,規定自2006年7月1日起開始在歐盟市場禁止銷售含有鉛、汞、鎘等6種有害物質電子電氣設備。
作為應對該指令的措施,我國出臺這項管理辦法,其禁鉛時間表有可能與歐盟同步,也就是說我國將在2006年7月1日起投放市場的國家重點監管目錄內的電子信息產品不能含有上述6種有害物質。
業內人士表示,該管理辦法出臺將意味著電子信息產業面臨著一場技術革命,電子產品無鉛化包括無鉛焊料、新型助焊劑、電子組裝無鉛化設備、新的工藝參數等一系列問題,需要企業與研究機構高度重視與及早應對,否則在今后的國內外市場競爭中國內企業將陷入被動局面。
為了適應這一系列焊接工藝的變革、適應市場的客觀需求,無鉛焊接的工藝要求也成為了很多企業的工作主題。
無鉛焊由無鉛焊料、無鉛焊接工具、無鉛焊接環境三部分組成,而這三部分中的每一項對于無鉛焊接的成功與否都是至關重要的。
一.無鉛焊料:
與傳統的含鉛焊料相比,無鉛焊料的原理就是由一些合金混合物來替代原有的鉛,其特點就是這種合金的熔融溫度要略高于含鉛焊料。
以Sn/Ag合金為例,其熔融溫度為221攝氏度,高于含鉛焊料的熔融溫度183攝氏度,而另一些無鉛焊料Sn/Ag/Cu熔點為218攝氏度、Sn/Ag/Cu/Sb熔點為217攝氏度。
二.無鉛焊接工具:
無鉛焊接工具與以往含鉛焊接相比,生產設備方面不會有太多的改變,而對于返修工藝來說,將面臨更大的挑戰。
如前段無鉛焊料中,已提及無鉛焊料的原理就是由一些合金混合物來替代原有的鉛,而這些合金材料的成分中Cu的使用最多。Cu是易氧化物,其氧化物CuO2與Cu相比硬度降低,就如同氧化鐵(鐵銹)。一旦無鉛焊料中的Cu在焊接過程中焊接時間過長,就容易造成被氧化,最終會成為產品質量的缺陷。
由此可以得出結論,焊接過程越短,焊接質量就越為可靠!
在目前市場上有多款面向于無鉛焊接領域的烙鐵,對此做出了一個實驗(如下圖)
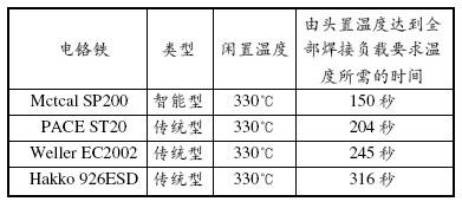
以下是2個試驗條件和結果:
1.4種烙鐵頭的溫度都設在329Co,每個烙鐵頭連續完成10個焊點,每個焊點的溫度達到同樣的溫度232Co時,完成下一個焊點。
當10個焊點都完成后,記錄每種烙鐵所用的全部時間如下:
METCAL——150秒PACE——204秒
WELLER——245秒HAKKO——316秒
該試驗表明,METCAL烙鐵所用時間最短,說明其功率輸出效率高,比HAKKO的速度快一倍以上。



